Introduction
Laser Powder Bed Fusion (LPBF) enables the production of complex metal components with high design flexibility and material efficiency, making it increasingly important across industries such as aerospace, automotive, tooling, and healthcare (Abd-Elaziem et al., 2022). However, surface quality remains a significant challenge because it affects component performance, dimensional accuracy, and post-processing requirements (Ravalji & Raval, 2023). Much of this surface formation is governed by melt pool behavior, where heat transfer and fluid flow determine how molten metal spreads and solidifies (Khairallah et al., 2016; Wang et al., 2023). Among these mechanisms, Marangoni convection plays a critical role by driving molten metal flow through surface tension gradients, directly influencing melt pool geometry and surface quality (Fuhrich et al., 2001; Le & Lo, 2019).
Literature review
Particle addition and surface roughness in metal additive manufacturing
Nanoparticle addition has emerged as a promising approach for improving surface quality in metal additive manufacturing by modifying melt pool behavior without significantly changing the base alloy composition. Studies by Ma et al. (2015, 2016a, 2016b, 2017) showed that nanoparticles can influence optical absorption, thermal conductivity, viscosity, and surface tension, all of which affect heat transfer and fluid flow during laser melting. Building on this concept, Qu et al. (2022) demonstrated that nanoparticles can suppress surface-wave-induced fluctuations and promote more stable melt flow, contributing to smoother surface formation. Among potential nanoparticle additives, TiO₂ has attracted interest because of its thermal stability and ability to interact with molten metal, making it a promising candidate for controlling melt pool dynamics and surface quality during LPBF processing (Kim et al., 2020; Zhou et al., 2013).
The influence of laser energy density
Laser Energy Density (LED) is a key LPBF parameter because it combines laser power, scan speed, hatch spacing, and layer thickness into a single measure of energy input (Kunieda et al., 2024). Low energy densities can lead to incomplete melting and lack-of-fusion defects, whereas excessive energy densities may cause vaporization, keyhole formation, and spatter generation (Khairallah et al., 2016; Li et al., 2022). Because these conditions directly influence melt pool dimensions and stability, melt pool width and depth are commonly used to evaluate process performance and optimize printing parameters (Keshavarzkermani et al., 2019; Wang et al., 2023).
Marangoni flow and melt pool dynamics
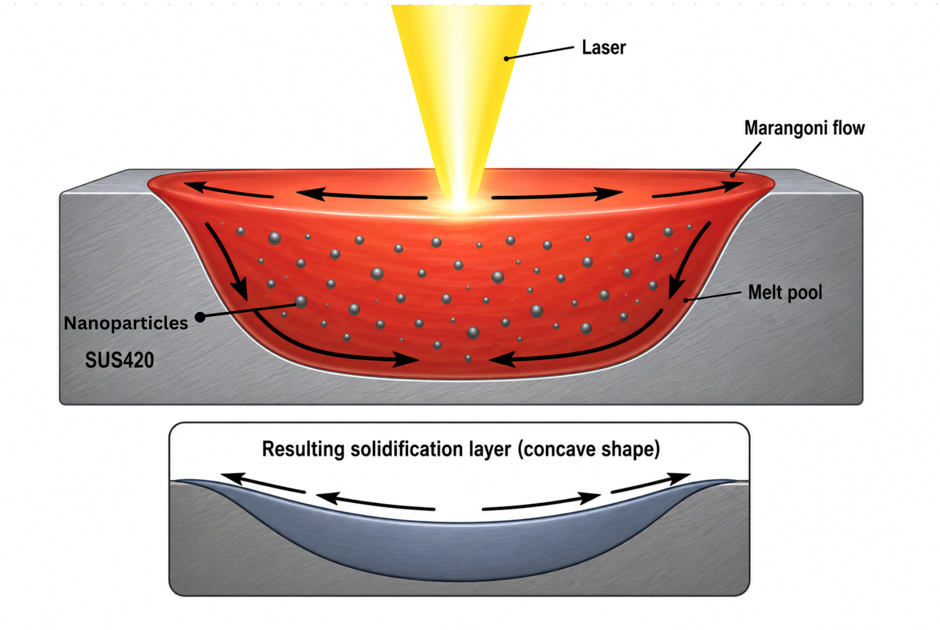
Marangoni convection arises from surface tension gradients driven by temperature differences within the melt pool, causing molten metal to flow from regions of low surface tension (high temperature) to high surface tension areas (Mills et al., 1998). In LPBF, this mechanism is a dominant driver of melt pool circulation and strongly influences track geometry, stability, and surface formation (Fuhrich et al., 2001; Le & Lo, 2019). Experimental and numerical studies have further shown that Marangoni-driven flow governs key phenomena such as spatter formation, pore evolution, and surface morphology by controlling how heat and material are redistributed before solidification (Khairallah et al., 2016; Cox et al., 2023; Chen et al., 2018).
TiO₂-modified powder systems
One of the most relevant investigations into nanoparticle-assisted LPBF was conducted by Chen, Ou, and Tsai (2025), who explored the use of TiO₂-coated powder structures for improving surface quality. Their findings indicated that TiO₂ additions influence melt pool dynamics and contribute to more stable molten metal behavior.
These observations align with the work of Ma et al. (2016b), who demonstrated that nanoparticles can directly modify surface tension and viscosity. Together, these studies suggest that TiO₂ acts as a melt-flow modifier capable of influencing Marangoni convection and improving LPBF process outcomes.
Methodology
The melt pool behavior in Laser Powder Bed Fusion (LPBF) was simulated using a physics-based model in COMSOL Multiphysics 6.4, employing a transient finite element framework to capture coupled heat transfer and fluid flow during laser processing.
A 2D computational domain representing the powder bed and surrounding nitrogen atmosphere was defined, with dimensions of 1.2 mm × 130 μm, including a 100 μm metal layer and a 30 μm gas region. The model couples laminar incompressible flow, heat transfer in fluids, and a two-phase level set method to track melt pool evolution and free-surface deformation.
Temperature-dependent material properties (density, thermal conductivity, specific heat, and viscosity) were implemented to capture realistic thermo-fluid behavior (Le & Lo, 2019). Laser scanning is modeled as a moving heat source, and process conditions are represented through laser energy density (LED), which governs melting stability and melt pool formation (Kunieda et al., 2024; Li et al., 2022).
Melt pool dynamics are driven by coupled forces including Marangoni convection, recoil pressure, surface tension, and viscous resistance (Khairallah et al., 2016; Alphonso et al., 2023). The system is solved using a nonlinear transient solver with a two-step level-set initialization and time-dependent evolution of velocity, pressure, temperature, and interface fields.
Two material systems are compared: SUS420 and SUS420 with 0.02 wt% TiO₂. Nanoparticle effects are incorporated via modified thermophysical properties, particularly increased viscosity based on experimentally reported scaling laws (Chen et al., 2025; Ma et al., 2016b). Marangoni effects are introduced through temperature-dependent surface tension gradients (dσ/dT), enabling analysis of nanoparticle influence on melt flow behavior.
Results
Numerical simulations were conducted to evaluate melt pool behavior in pure SUS420 and SUS420 reinforced with 0.02 wt% TiO₂ nanoparticles under varying laser energy density (LED) conditions. The analysis focuses on thermal response, laser energy absorption, and melt pool geometry, particularly width and depth, which directly represent heat distribution and fluid-driven material transport during LPBF (Wang et al., 2023; Keshavarzkermani et al., 2019).
Constant laser energy density
At a constant LED of 40 J/m, six parameter combinations of laser power (30–60 W) and scan speed (750–1500 mm/s) were evaluated. Despite identical LED values, the temperature fields differ across cases, confirming that LED alone does not uniquely define thermal behavior in LPBF. In all cases, peak temperatures remain below the melting threshold of 1723 K, indicating that the results primarily reflect thermal accumulation rather than full melt pool formation.
Differences between SUS420 and the TiO₂ composite are minimal at lower scan speeds but become more evident at higher scan speeds, particularly at 1250 mm/s, where a temperature difference of approximately 300–400 K is observed. This suggests that TiO₂ enhances local heat retention and modifies thermal response under sensitive processing conditions.
Energy absorption results show that increasing laser power enlarges both the width and penetration of the heated zone, indicating stronger localized energy coupling (see Figure 2). This trend aligns with literature showing that laser power plays a dominant role in controlling melt pool geometry, even at constant LED conditions (Keshavarzkermani et al., 2019).
Significant geometric differences are observed under identical high-energy conditions (60 W, 1500 mm/s). The TiO₂ composite shows a marked increase in melt pool size, with depth increasing from 2.81 μm to 9.48 μm and width increasing from 5.67 μm to 53.34 μm.
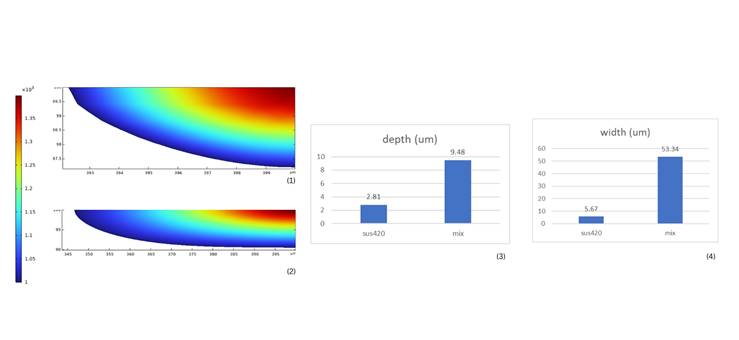
This indicates that nanoparticle addition enhances thermal energy distribution and promotes stronger melt pool development. The velocity field results further show more structured Marangoni-driven flow in the composite, suggesting improved thermocapillary stability due to modified surface tension and viscosity effects (Fuhrich et al., 2001; Ma et al., 2016b).
Varying laser energy density
When LED is varied from 30 to 50 J/m at constant laser power, both materials exhibit increased temperature response with higher LED due to greater energy input per unit length. However, LED alone is insufficient to describe melt pool behavior, as variations in power–speed combinations still produce different thermal fields.
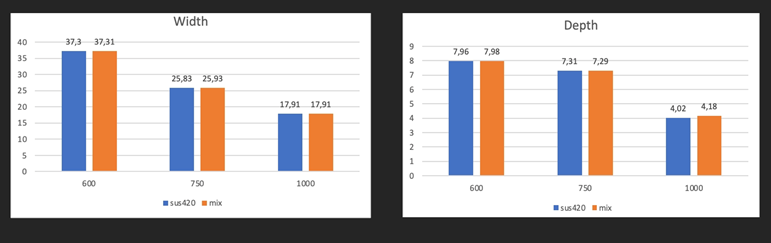
As scan speed increases from 600 to 1000 mm/s, both melt pool width and depth decrease consistently due to reduced laser interaction time and lower localized heat input (Figure 3). Across all conditions, the TiO₂ composite shows slightly enhanced thermal response, particularly at higher energy levels, indicating improved heat absorption and redistribution.
Overall, results confirm that melt pool formation is governed by the combined effects of LED, laser power, scan speed, and material modification. TiO₂ nanoparticles primarily influence melt behavior by enhancing thermal stability and modifying Marangoni-driven flow, particularly under high-speed scanning conditions.
Conclusion
LPBF melt pool behavior is governed by a coupled interaction between laser energy density, power–scan speed combinations, and Marangoni-driven fluid flow. Even at constant LED, variations in process parameters produce distinct thermal and geometric responses, showing that LED alone is not sufficient to describe processing behavior (Keshavarzkermani et al., 2019). The SUS420-TiO₂ system consistently exhibits stronger thermal retention and enlarged melt pool dimensions, particularly at higher scan speeds, where both width and depth increase significantly compared to pure SUS420.
The addition of TiO₂ nanoparticles modifies thermophysical properties, enhancing heat absorption and influencing melt flow stability through changes in surface tension and viscosity (Ma et al., 2016; Chen et al., 2025). This results in more organized Marangoni convection and improved melt pool continuity under selected processing conditions.
However, the numerical model relies on simplified material assumptions and scaled property relations for nanoparticle effects, which may not fully capture real micro-scale particle-melt interactions. In addition, experimental validation of flow behavior and surface quality remains limited.
Overall, TiO₂ nanoparticle addition shows strong potential as a melt-flow modifier for improving LPBF thermal response and surface formation, while further high-fidelity multiphysics and experimental studies are required to fully validate the observed mechanisms.
This article is based on the thesis work done by Nhi Nguyen and supervised by Dr. Elena Kuisma. The thesis is available at https://urn.fi/URN:NBN:fi:amk-2026053119659.



